What is the Shell mold casting process in terms of steps involved, its advantages and disadvantages and neat sketch.
Table of Contents
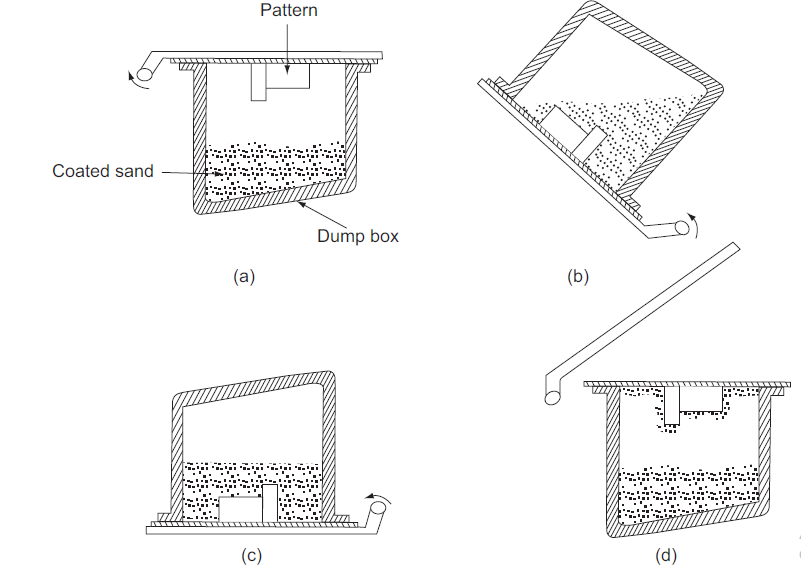
It is a process in which the sand mixed with a thermosetting resin is allowed to come into contact with a heated metallic pattern plate, so that a thin and strong shell of mold is formed around the pattern.
Then the shell is removed from the pattern, the cope and drag are removed together and kept in a flask with the necessary back up material and the molten metal is poured into the mold.
Generally, dry and fine sand (90 to 140 GFN) that is completely free of the clay is used for preparing the shell molding sand. The grain size to be chosen depends on the surface finish desired on the casting.
Too fine a grain size requires large amount of resin which makes the mold expensive.
The synthetic resins used in shell molding are essentially thermosetting resins which get hardened irreversibly by heat. The resins most widely used are the phenol formaldehyde resins. Combined with sand, they have very high strength and resistance to heat.
The phenolic resins used in shell molding usually are of the two stage type, that is, the resin has excess phenol and acts like a thermoplastic material.
During coating with the sand the resin is combined with a catalyst such as hexa‑methylene‑tetramine (hexa) in a proportion of about 14 to 16% so as to develop the thermosetting characteristics.
The curing temperature for these would be around 150°C and the time required would be 50 to 60 s.
Additives may sometimes, be added into the sand mixture to improve the surface finish and avoid thermal cracking during pouring. Some of the additives used are coal dust, pulverized slag, manganese dioxide, calcium carbonate, ammonium boroflouride and magnesium silicofluoride.
Some lubricants such as calcium stearate and zinc stearate may also be added to the resin sand mixture to improve the flow ability of the sand and permit easy release of the shell from the pattern.
|
|
The shells thus prepared are joined together by either mechanical clamping or by adhesive bonding.
The resin used as an adhesive may be applied at the parting plane before mechanical clamping and then allowed for 20 to 40 s for achieving the necessary bonding.
A finished shell mold ready for pouring is presented in
|
|

Shell mold casting Advantages
1. Shell mold castings are generally dimensionally more accu rate than sand castings.
It is possible to obtain a tolerance of ±0.25 mm for steel castings and ±0.35 mm for grey cast iron castings under normal working conditions. In the case of close tolerance shell molds, one may obtain it in the range of ±0.03 to ±0.13 mm for specific applications.
2. A smoother surface can be obtained in shell castings. This is primarily achieved by the finer size grain used. The typical range of roughness is of the order of 3 to 6 microns.
3. Draft angles, which are lower than the sand castings are required in shell molds. The reduction in draft angles may be from 50 to 75% which considerably saves the material costs and the subsequent machining costs.
4. Sometimes, special cores may be eliminated in shell moul ding. Since the sand has high strength the mold could be designed in such a manner that internal cavities can be formed directly with shell mold itself without the need of shell cores.
5. Also very thin sections (upto 0.25 mm) of the type of air cooled cylinder heads can be readily made by the shell molding because of the higher strength of the sand used for molding.
6. Permeability of the shell is high and therefore no gas inclusions occur.
7. Very small amount of sand needs to be used.
8. Mechanisation is readily possible because of the simple processing involved in shell molding.
Shell mold casting Limitations
1. The patterns are very expensive and therefore are economical only if used in large scale production.
In a typical application, shell molding becomes economical over sand molding above 15000 pieces because of the higher pat tern cost.
2. The size of the casting obtained by shell molding is limited. Generally castings weigh ing up to 200 kg can be made, though in smaller quantity castings upto a weight of 450 kg were made.
3. Highly complicated shapes cannot be obtained.
4. More sophisticated equipment is needed for handling the shell moldings such as those required for heated metal patterns.
Applications
Cylinders and cylinder heads for air cooled IC engines, automo bile transmission parts, cast tooth bevel gears, brake beam, radome hubs, track rollers for crawler tractors, transmission planet carrier, steel eyes, gear blanks, chain seat bracket, refrigerator valve plate, small crank shafts are some of the common applications of shell mold casting.
Types Of Cutting Tool Materials
https://www.mechstech.com/2021/07/types-of-cutting-tool-materials.html
Tool Wear, Tool Life & Machinability
https://www.mechstech.com/2021/07/tool-wear-tool-life-machinability.html
Parts of Lathe machine
https://www.mechstech.com/2021/06/parts-of-lathe-machine.html
Various operations possible on the Lathe Machine
https://www.mechstech.com/2021/06/various-operations-possible-on-lathe.html
RESERCH PAPER FIRE EXTINGUISHER DRONE
https://www.mechstech.com/2021/01/reserch-paper-fire-extinguisher-drone.html
Creativebuilding provide best service with best price for Epoxy resin floor coating, Epoxy floor paint in Bangladesh.
For amazing Epoxy flooring Company Bangladesh with affordable, please price contact with us.
For attractive building design with affordable price contact with us.
We are the best epoxy flooring service provider in Bangladesh. Our service:
• Building design
• Duplex house design
• Interior house deign
• Exterior house design
• Epoxy flooring
• PU Flooring
• Floor hardener
• Waterproofing
• PU Industrial Flooring
• 3D Epoxy floor
• Protective Coating
• Epoxy Coating and Paint
• Construction Chemicals
• Swimming Pool
I was looking for a decent paint booth in my area. Can anybody recommend a good paint booth for painting my material? It would be good for me.
Falcon Solution ltd provide best service with best price for Epoxy resin floor coating, Epoxy floor paint in Bangladesh.
Hello! I could have sworn I’ve been to this site
before but after looking at a few of the posts I realized it’s new to me.
Anyways, I’m definitely pleased I found it and I’ll be bookmarking
it and checking back frequently!